
Knowledge base – Industrial water treatment
Water purification & water treatment
Ozone and ozone generators are used in various water treatment applications where a highly efficient and environmentally friendly treatment method is required.
By using ozone, oxidation and AOP (Advanced Oxidation Process) you can effectively reduce or completely remove contaminants, toxins and many other substances, in various applications.
Deionized water
Deionized water is used in a wide range of applications, from cleaning laboratory equipment to rinsing and cleaning in micro manufacturing processes. The problem with deionization is that it is not possible to use traditional disinfectants as this jeopardizes water quality. Ozone treatment offers a solution to this problem.
Ozone treatment of deionized water takes place when the ionization system is decontaminated. Ozone dissolves in the deionized water and cleanses the system of bacteria within a few hours.
It can be washed away from the system almost as quickly. The use of ozone means that the level of bacteria-carrying particles (CFU) is reduced and the level of TOC (Total Organic Compounds) can be controlled. It also means that the deionized water can be used more than once, providing both economic and environmental benefits.
Bleaching
In the pulp and paper industry, for example, bleaching has traditionally been achieved using chlorine-based substances. However, the use of these substances has begun to be covered by stricter guidelines and therefore alternative solutions are used.
Ozone is a powerful oxidizing agent even at low temperatures, which means it has a fast reaction time and effective bleaching properties. This makes it possible to eliminate the acute toxicity and chlorophenols, which increases the biodegradability of the effluent water. The result of this procedure is twofold, where the first part is
about improving the environment and thus it is also easier to follow the requirements of the legislation. The second part is that ozone treatment allows the water quality to reach such a high level that it is possible to recycle and reuse the water. In this way, the total water consumption in the process is reduced and the treatment becomes economically and environmentally better.
BOD and COD reduction with ozone treatment
COD, short for “Chemical Oxygen Demand”, is a measure of water quality that measures the amount of chemically oxidizable material in the water. In other words, COD measures the oxygen demand in the water at total oxidation of the water content and therefore gives a good indication of, for example, the amount of organic material that the water contains. It is therefore an effective tool for creating an image of the environmental impact of any emissions of, for example, wastewater into the environment. BOD, short for “Biological Oxygen Demand”, also measures the oxygen demand in the water, but bases the oxygen demand on the amount of oxygen consumed when microorganisms are responsible for the oxidation process (instead of a chemical oxidant as in the case of the COD measure). The BOD value of a typical water is usually lower than the COD value because often all COD is not completely biologically oxidizable. Typical COD values for industrial wastewater range from 200 – 40,000 mg / L. Typical COD values for municipal wastewater are about 100 – 450 mg / L. The figure below shows a simple categorization of water based on the COD concept, and also to what extent ozone can be used to treat the water.

Some industrial wastewater contains particularly high concentrations of up to 1000 ppm (COD). Examples of such industries are e.g. breweries, dairies, mining industry, and pulp industry. According to the figure above, COD can further be divided into biodegradable and biodegradable COD. See the upcoming sections for a more detailed description.
Biologically non-degradable COD
This type of COD cannot be degraded biologically for various reasons, and is therefore passed through. Some examples are chemically stable pesticides, industrial process chemicals (such as halogenated organic substances), and hormones. The table below shows the ozone requirements for some typical substances of this type.
| Topic | BOD5/COD ratio | COD:O3 ratio |
| Drugs | 0.1 | 6:1 to 3:1 |
| Resistant organic substances | 0.2 | 5:2 to 2:1 |
| Aldehydes | 0.3 | 7:1 to 4:1 |
| Amines | 0.5 | 4:1 to 3:1 |
The lower the BOD / COD ratio, the less biodegradable is the chemical.
Biodegradable COD
This type of COD can further be divided into biodegradable substances and biodegradable COD. The hard-to-break down category typically consists of poorly soluble particles, colloids or more complex structures (e.g. polymeric materials). The table below shows the ozone requirements for some typical substances of this type.
| Substance | BOD5/COD ratio | COD:O3 ratio |
| Fatty acids | 0.4 | 2:3 |
| Nutrients | 0.6 | 7:1 |
| Proteins | 0.7 | 6:2 |
| Alcohols | 0.9 | 5:3 |
| Sugars | 0.7 | 4:2 |
The table below also shows typical COD and BOD5 values for this type of substance.
| Type of measure of oxygen demand (mg/L) | Municipal wastewater | Food | Chemical and pharmaceutical industry |
| BOD5 | 200-300 | 450-1100 | 250-1000 |
| COD | 450-700 | 1450-2200 | 2000-18750 |
Ozone
Ozone is a powerful oxidizing agent that is easily soluble in water. It provides the opportunity to break down / oxidize / deactivate potentially hazardous chemical substances without adding more to the water than oxygen atoms taken directly from the air we breathe. Any remaining ozone that is not consumed during treatment returns to oxygen, naturally or through a catalyzed process. More detailed information can be found on the following page. The following sections describe some of the potential benefits of ozone-based treatment methods for treating organic substances in various types of wastewater.
Advanced oxidation processes (AOP) with ozone
AOP processes use highly reactive short-lived substances called radicals to degrade, particularly hard-to-break down substances. These radicals are stronger oxidizing agents than, for example, ozone and the reaction rate is about a million times faster. This leads to faster reaction times, shorter processes and ultimately more compact process equipment and more efficient degradation processes. AOP can also be used to achieve total oxidation when the purity requirement is particularly high. A chemical description of the reaction mechanism for some types of AOPs is shown in the table below.
| Iron oxide | Fe3++ O3 → (FeO)2+ +OH– + O2 + H+ |
| Hydrogen peroxide | O3 + H2O2 + H2O -> 2O2 + H2O + OH– + H+ |
| UV radiation | O3 + H2O -> O2 + H2O22O3 + H2O2 -> 2OH + 3O2 |
Other AOP methods can include a combination of titanium dioxide and UV techniques to produce hydroxyl radicals.
The example below shows the result from Ozonetech’s pilot facility with and without AOP for treatment of industrial wastewater effluents.

An ozone based AOP is beneficial in situations where ozone alone cannot achieve complete oxidation of wastewater compounds. In these instances, AOP can be successfully applied to improve the reaction kinetics to remove even the most complex substances. This can clearly be observed in the graph above.
Ozonetech has extensive experience in treating complex organic streams from the process industry, pharmaceutical industry and food & beverage production. We offer pilot projects in order to customize solutions for full scale ozone based treatment systems. More information about feasibility studies and pilot projects can be found here.
Disinfection of process equipment and CIP systems

Throughout the industrial sector, food & beverage, dairy facilities, process industry and pharmaceutical plants, large amounts of water, energy and chemicals are consumed in order to maintain clean and sanitized process equipment. Equipment such as tanks, pipes, valves, heat exchangers and filling machines need to be kept free from unwanted microorganisms, biofilm, deposits and chemical residues. Failure to maintain clean process equipment may lead to the following:
- Ruined final product – Large volumes may need to be disposed
- Inefficient heat exchangers – Increased operating costs
- Heavy maintenance
- Increased need for chemicals, water & energy
Clean-in-Place
CIP basics
Clean-in-Place (CIP) is one of the most common unit operations throughout the industrial sector and is crucial in order to clean process equipment between different batches to ensure the quality of the products. Today, these processes are fully automatic with central CIP stations installed which serve the whole plant’s process equipment cleaning and sanitation needs. They enable cleaning cycles inside pipes and tanks which are otherwise inaccessible for plant staff. Typically, it includes the following steps:
Typical CIP phases in process equipment cleaning and sanitation.
| CIP cycle step | Purpose | Cleaning agent | Challenges |
| 1. Pre-rinse | Removing the majority of organic material from the previous production. | Water. | High water demand, wastewater loads. |
| 2. Caustic or acid cleaning | Cleaning organic material and particles which have adhered to internal surfaces of the process equipment. Acid cleaning may also remove inorganic particles to avoid deposits. This removes the surface of unwanted microbial growth. | Sodium or potassium hydroxide, various acids. | Chemical handling, costly. |
| 3. Rinse | Rinses away caustic or acid from previous cleaning steps. | Water. | High water demand, wastewater loads. |
| 4. Sanitation & disinfection | Ensuring microbial (bacteria, viruses, algae) free process equipment. Even a few microbes may cause contamination of the final product. | Chlorine based agents, peracetic acid (PAA), hot water, steam, iodophores. | Ensuring complete removal of bacteria. High costs. Time consuming. |
| 5. Final rinse | Rinsing away sanitation chemicals to avoid contamination of products. Not needed if hot water or steam has been used in the previous step. | Water. | Adds time and water consumption to the CIP cycle. |
Ozone CIP
Ozone technology presents a novel approach to sanitizing process equipment with significantly lower water, chemicals and energy demand. Ozone completely replaces costs and handling of traditional sanitation methods using chemicals or hot water. Ozone leaves no residual chemicals after use which means final rinse is not required. It is also possible to apply ozone instead of step 3 above (rinsing). This enables a 3 or 4-stage CIP instead of 5 stages in the cycle. The figure below illustrates CIP improvements that can be made by replacing chemicals and utilizing the unique characteristics of ozone. It shows how a 5-stage CIP cycle can be reduced to a 4-stage cycle.

Hot water sanitation is commonly used where chemicals are to be avoided due to the byproducts. However, the method is time consuming and exerts strain on the mechanical equipment during the expansion and contraction of heating and cooling, causing leakages and generates a higher maintenance cost. Since ozone leaves no residues, it is a viable cold sanitation method instead of hot water use, which saves major amounts of energy and associated costs. This concept is illustrated below.

Ozone is produced in-situ and on demand, which means that it is generated and applied when it is needed. This is the key characteristic of ozone treatment compared to traditional chemical or hot water disinfection methods. The figure below shows the ozone concentration over time for a facility. The green area represents the range of ozone concentration applied to the process equipment. As can be seen below, the ozone concentration increases over time and reaches adequate levels for disinfection in just a few minutes. The sanitation cycle is complete in 5-15 minutes depending on the amount and type of microorganisms. Since ozone is approximately 10-1000 times more effective than other chemicals against bacteria, mold and viruses, the sanitation can be completed in only a few minutes, saving important down-time for any type of facility. Typical target ozone concentration is 1 ppm for 3 log reduction of all types of unwanted microorganisms in 5-15 minutes.

Clean-out-of-Place (COP)
While CIP refers to disinfection of the interior of process equipment, COP refers to surface sanitation of conveyor belts, pipes or floors. Typically, foaming agents are used to aid the visual inspection of cleaned versus non-cleaned areas and the sanitation is often done by hand. Ozone can also be used for these purposes by inducing ozone in water in, for example, a buffer tank. This ozone production also takes place when needed, which eliminates the handling of chemicals.
Biofilm removal
Due to the strong disinfecting power of ozone, existing biofilm can be removed by ozonating over an extended period of time, allowing ozone to degrade microorganisms that have attached to the surface of the process equipment. Biofilm may occur in systems where insufficient sanitation or cleaning has allowed for biological growth of bacteria on organic material left from the production. In such cases, ozone is an excellent way to remove biofilm and prevent future growth. Ozone is also suitable to use continuously in order to prevent the growth of biofilms. Closed water systems are examples where biofilms often occur in the form of bacteria or algae.
Cooling towers and closed water systems
These types of applications differ in some respects from CIP applications. In closed cooling systems or cooling towers, large volumes of water circulate with very long hydraulic retention times. In these instances, ozone concentrations below 0.2 ppm suffice to prevent microbial growth and thereby also prevent the growth of biofilm or the risk of legionella outbreaks.
Applicable industries
Ozone sanitation of process equipment is especially valuable for industries where sanitation is key, such as breweries, dairy facilities, off-shore industries and food production . What can Ozonetech do for you? Visit our website and find what our systems and solutions can do for your industry!
Drinking water

The use of ozone in the treatment of drinking water is not a new technique. It is estimated that ozone is now used in over 3000 municipal drinking water installations worldwide. The treatment offers a number of advantages over the traditional use of chlorine, most notably in the improvement of taste, odor and appearance. Including the ability to kill bacteria and inactive viruses more effectively than any chemical.
Through oxidation it also reduces the amount of heavy metals found in drinking water, such as iron and manganese, to safer levels. All this occurs within a process that is environmentally friendly and with oxygen as its main byproduct. Ozone treatment counteracts the danger of tri-halo-methane (THM’s) forming, making it a safe method as well as one which improves water quality.
Ozone treatment in bottled water production
Bottle rinsing with ozone was one of the first ozone applications for industrial use. It was an attractive alternative to chemicals and heat treatment. Today, it is widely used as an integrated part of complete bottle rinsing and filling machines.
Bottle rinsing with ozone
In cases where non-sterilized bottles are filled with beer, soda or water, the inside of the bottle or can surface needs to be sanitized or pasteurized before the filling process. It is especially important for reused bottles since they are not sterilized when they are delivered from the supplier.

Ozone versus chemicals
While some disinfection chemicals are common in the brewery industry, such as peracetic acid or hypochlorite, they leave residues after use which inevitably affects taste and product quality. Such chemicals can be removed by rinsing. However, this may introduce unwanted particles or microorganisms which occur naturally in the supply water. Ozone use for bottle or can rinsing will solve both of these potential problems.
Ozone is the most effective commercially available disinfectant for industrial use. Hence, at very low concentrations (1 ppm) it will sanitize bottle surfaces quickly. In addition, it leaves no chemical byproducts which eliminates the risk for spoilage. You can read more about ozone as a sanitizer on our Water Disinfection web page.
Ozone versus heat
In many cases, bottles and cans are pasteurized at temperatures up to 100 degrees C (212 F) for several minutes. This ensures that unwanted microorganisms are inactivated. Bacteria and other microbes are the major cause of spoilage. While heat is an effective way to ensure product quality, it may affect unique tastes and aromas. Ozone offers an alternative which preserves the brew without chemicals or heat. Since ozone is applied cold, it is a major cost-saving operation compared to energy intensive pasteurization.
Filling machine sanitation with ozone
Just like other process equipment such as fermentation tanks, pipes and valves, an ozone system is equally effective for the filling machine itself. Visit our CIP & Process Equipement sanitation web page to find out more.

Ozone treatment in bottling plants has had an important role since the 1970’s when the bottling industry was introduced. The challenges faced in the bottling industry were in the production, sterile handling and storage of large amounts of water where growth of bacteria and other microorganisms can multiply explosively. This had a significant impact on taste, odor, and health problems due to lack of disinfection in bottled water. In 1982 Food and Drug Administration (FDA) in the US classified ozone as safe in disinfection applications and Good Manufacturing Practice (GMP) while residual ozone concentration in water phase can be up to 0.4 ppm. Thereafter, many state health organizations, for example WHO, have approved ozone as a key component in the bottled water industry. Ozone is safe to use in water bottling plants while leaving no residual or taste in bottled water according to International Bottle Water Association (IBWA) guidelines.
Ozone treatment for bottled water processes
The figure below presents the unit operations generally used in bottled water production, as well as common ozone treatment applications.

Ozone purification as a pre-treatment
Ozone systems can be used at pre-treatment process steps to assist in removal of iron, manganese, color, bacteria, taste and odor. Pre-ozonation reduces development of biofilm and ensures the quality of the water and also reduces the maintenance costs of the process equipment. In many cases ozone is used alongside with other techniques, but is always a central treatment and sanitation step to avoid unwanted taste in the final product which will be the case if chemicals such as chlorine are used.
Disinfection with ozone
Ozone is an exceptional chemical-free disinfectant and a powerful oxidant. More information about how ozone treatment and disinfection works can be found here. In bottled water ozonation, the ozone system is controlled to maintain a specific dissolved ozone concentration during a set contact time, which provides a powerful disinfection before the bottling step. The reaction time to allow for the desired disinfection and/or oxidation processes is typically 5-20 minutes with an ozone concentration of 0.2-0.5 ppm. Our systems rapidly achieve a high dissolved ozone concentration and oxidation potential with our integrated control system which makes Ozonetech’s RENA Vivo-system. the number one choice for bottled water disinfection. During the ozone disinfection step, a protective environment is created against bacteria, viruses and parasites such as Cryptosporidium & Giardia cysts in the treated water. In addition, ozone is very effective against undesired taste and odor.
Ozone versus chemical disinfection in bottling plants
While ozone is a common technology for sanitizing water before the filling process, some plants still use chemicals such as sodium hypochlorite (NaClO) to maintain a microbe-free system. The table below summarizes the difference in use between these two methods.
| Characteristics | Ozone | Hypochlorite (HCLO-) or other chemicals |
| Disinfection potency (CT, mg/L.min) | 0.05-1 | 0.1-10 |
| Typical concentration during use (ppm) | 0.1-0.3 | 0.3-0.6 |
| Residues | None | Yes, requires UV destruction to remove unwanted taste |
| Byproducts | None | May develop carcinogenic byproducts unless all organic material is removed |
| pH regulation | Not required | Should be regulated to 6.5-7 to maintain highest disinfection efficiency |
|
Mechanical equipment |
RENA Vivo ozone system | Dosing pump, chemical storage tank, miscellaneous logistics equipment for pH measurements |
| Consumables | 1-2 kW | Chemical consumption, dosing pump power, acid for pH control |
Cooling towers

Cooling towers are a cooling application that is widely used and has been for a long time due to the energy and cost efficiency. However, the usage of water as cooling media can cause problems if the concentration of contaminants increases in the water. This leads to calcification, corrosion, build-up of biofilm, and growth of pathogens such as Legionella. These issues are associated with higher costs due to lower heat transfer efficiency, wear of the equipment as well as health and environmental risks.
Traditionally, different compositions of chemicals have been used to treat the water and counteract the problems mentioned above. Partly, the solution is about deactivating biological growth and another part is reducing the calcification and corrosion problems. However, ozone has been shown to be a powerful alternative that is beneficial both in economic terms and in energy efficiency.
Ozone treatment solves the original problem with a highly reduced number of secondary costs and considerations. As well as being a powerful biocide, killing viruses and infectious bacteria, ozone has been proven to have a positive de-scaling effect. It also greatly reduces the level of bleed off water, as well as the cost of disposing it due to the environmentally friendly nature of ozone. Added to this are the savings due to reduced storage costs and handling of chemicals as ozone is produced on site. This fact significantly simplifies regulatory compliance.
New advantages and opportunities with the ozone technology are constantly being discovered and the main advantages lie in savings of water, chemicals, energy, and increased environmental friendliness.
Why ozone treatment?
By implementing ozonation in water treatment for cooling towers, these positive effects can be achieved:
- Increased cooling operation efficiency (which lowers power consumption)
- Reduced amount of disposed cooling media (reducing costs from makeup water and chemical waste discharge)
- Reduced maintenance costs from contamination in the system. The maintenance costs for ozonation treatment systems are minor
- Insignificant buildup of chemicals as disinfectant byproducts
- Very effective disinfectant
- No need for handling of hazardous chemicals due to in-situ production
- Low corrosion
- Environmentally friendly treatment, facilitating regulatory compliance
For sites operating their own water and sewage treatment facilities some concrete benefits are listed below:
- Reduced pumping power to extract and transport water from a reservoir to water treatment facility due to decreased makeup water consumption
- Reduced pumping power for blowdown transportation to sewage treatment
- Reduced pumping power for water transportation from water treatment to end-user
- Reduced permit costs for a discharge of treated water to the environment
Another major advantage of ozone treatment is the fact that there is no build-up of disinfectants or its by-products. This is because of ozone molecule’s short half-life and that the ozone is continuously reconstituted into oxygen.
The potential of ozone treatment
Ozone is a very powerful oxidant and is produced in-situ. It therefore enables a reduction or elimination of the use of environmental and health hazardous chemical treatment methods. It also facilitates compliance with health and environmental protection legislation.
Ozone treatment can significantly increase the efficiency of the cooling tower by enabling operation at higher concentration cycles, which also results in savings in operating costs and energy consumption, and also reduces emissions (see “Case study” below).
Quoting the U.S. Department of Energy Federal Technology Alert on ozone treatment:
In a properly installed and operating system, bacterial counts are reduced, with subsequent minimization of biofilm buildup on heat exchanger surfaces. The reduction in energy demand, the increased operating efficiency, and the reduced maintenance effort provide cost savings as well as environmental benefits and improved regulatory compliance with respect to discharge of wastewater from blowdown.
The ozone mechanism
Ozone de-activates and eliminates microorganisms in an efficient way by oxidizing their organic constituents and breaking down cell walls. It is, therefore, a method of disinfection that the microbes cannot develop resistance to, unlike some other biocides. For example, a concentration of 0.4 mg/L ozone leads to 100% elimination within 2-3 minutes for Pseudomonas fluorescence which is a known cause of biofilm problems. A concentration of 0.1 mg/L removes about 80% of the biofilm within 3 hours.
The ozone treatment also counteracts problems with calcification. By removing biofilm that otherwise accelerates lime build-up, calcification effects can be greatly reduced.

The ozone molecule
Low corrosive effects
Corrosion effects are a common concern when using ozone. However, since a very low concentration is required, corrosive effects of ozone are low (or even half the corrosion resulting from chlorination treatment). Moreover, the effectiveness as a biocide minimizes significant corrosion effects induced by microbiological activity. Also, ozone treatment has been shown to increase the corrosion protection caused by biological growth by forming a passive film covering and protecting the exposed surface. Furthermore, ozone treatment has a slightly pH-increasing effect, which increases the protection against corrosion.
Case study
Case studies show that typical turnkey costs for ozonation systems required to treat a cooling tower with a capacity of 3.5 MW range from $40,000 to $50,000. In a case study (made by the U.S. Department of Energy) in 1994 at a Lockheed Martin Facility in Florida, the ozonation system could be installed in one day, eventually resulting in a 90 % blowdown waste reduction and a savings to investment ratio (SIR) of 31.2. Furthermore, it was shown that the feared corrosion effect of using ozone was only half that resulting from chlorine treatment. The annual operation cost comparison for the Lockheed Martin factory is shown in the table below.
| Item | Chemical Treatment | Ozone Treatment |
| Electrical operation | $0 | $2,592 |
| Chemicals | $18,613 | $0 |
| Labor | $9,360 | $2,808 |
| Blowdown Handling | $45,360 | $4,536 |
| Chlorine gas | $6,120 | $0 |
| Power consumption | $118,715 | $47,479 |
| Total cost / year | $198,168 | $57,415 |

Cost comparison between traditional chemical treatment and ozone treatment for the Lockheed Martin study
Important parameters to consider when using ozone treatment
The following aspects should all be considered when designing, installing, and utilizing ozonation methods for applications in cooling towers:
- Preparation of inlet air to the ozone generator. To maximize lifetime and capacity of the ozone generator a dry, concentrated air feed should be supplied.
- An ozone generator with adequate dosing and capacity.
- Efficient ozone generator cooling. This is also critical to achieve a long lifetime and capacity of the generator.
- Harder to use where high COD/BOD-levels are introduced to the water from makeup or local air conditions. This could consume the main part of the ozone.
- A makeup water quality of above 150 ppm calcium hardness may require a side stream filter. Ozone treatment is not suitable if the calcium (CaCO3) hardness exceeds 500 ppm or sulfates exceed 100 ppm.
- The cooling water temperature should not exceed 45 ⁰C for efficient ozone treatment. This is mainly because of the low solubility of ozone at higher temperatures.
- Long piping systems. Because of the short half-life time of ozone of about 10 – 15 minutes, multiple injection points may be required in cooling towers larger than about 400 m3.
Main contaminant effects
As already stated four main issues appear when circulating cooling tower water, namely corrosion, scale formation, biofouling, and pathogenic growth.

Visual display of contaminant effects that can be the result of e.g. corrosion and/or calcification
| Corrosion | Corrosion generally appears in water contacting applications. It can be controlled to some extent but cannot be completely avoided. Corrosion effects are a larger problem when softened water is used. |
| >Treatment | The phenomenon of corrosion is possible to control but cannot be completely avoided. Different kinds of makeup water require different treatments. The corrosion effects are more severe when softened water is used as makeup water. |
| Calcification | The formation of scale leads to two major issues, namely fluid flow obstruction and significantly decreased heat transfer efficiency. The conductivity of for example copper is more than 400 times that of calcium carbonate. For instance, a 0.025 mm layer of calcium carbonate decreases the heat transfer efficiency by about 12.5 %. |
| >Treatment | Scaling can be treated with different methods. Chemical treatment can adsorb or convert scale forming ions into other compounds. Another approach is to lower the pH by acid addition which dissolves the scale. Also, scaling effects can be mitigated by adding softened makeup water. |
| Biofilm | Biofilm shows similar negative effects as scaling but with an even lower conductivity than calcium carbonate scale. Hence, it is important to manage water quality both with respect to mineral content and microorganisms. |
| >Treatment | Oxidizing and non-oxidizing biocides (see description below). |
| Pathogens | Pathogenic outbreaks in coolant water circuits is a common issue which leads to infection risk in the vicinity of the cooling facility. The pathogens can be transported to the surroundings together with the evaporating stream. In 2004, an outbreak of Legionella was reported in Pas-de-Calais in France were bacteria were found up to 6 km from a cooling tower, which was the source of the outbreak. The outbreak killed 21 of 86 people with laboratory confirmed infection. |
| >Treatment | Oxidizing and non-oxidizing biocides (see description below). |
Biological treatment – biocides
The biocidal function is very important in the cooling tower system as it is continuously exposed to airborne and waterborne organic material and organisms. Biocides to control microbiological growth (to prevent both biofouling and pathogens) may be divided into two types, namely oxidizing and non-oxidizing biocides.
Oxidizing biocides
Generally, oxidizing biocides prove to be effective disinfectants which oxidize and therefore kill the microorganisms rapidly at low dosages. General drawbacks for some of these compounds include reduction of pH level, increased corrosion, and sensitivity to pH alterations. Ozone is an oxidizing biocide that does not result in these negative effects when handled professionally.
Non-oxidizing biocides
Non-oxidizing biocides deactivate microbes by subjecting them to stress and disrupting their metabolism. One advantage is that the treatment can be directed specifically at certain organisms. However, in some cases, the microbes can develop resistance to this type of treatment, which leads to more resistant organisms taking over. Other disadvantages are e.g. that high doses, long disinfection time, and high price are required.
Examples of biocide types
The table below shows some oxidizing and non-oxidizing biocides that is used or has been used.
| Oxidizing biocides | Non-oxidizing biocides |
|
|
Water hardness and scaling
The scaling problem essentially arises from mineral concentration buildup or, in other words, increased hardness of the water. Multivalent cations, mainly calcium, Ca2+, manganese, Mg2+, and carbonates are the main sources of water hardness. A part of the scaling buildup is expressed below in the following chemical equilibrium reaction:

Calcium carbonate equilibrium reaction
As a result of equilibrium reactions like the one above, a higher dissolved mineral content will lead to an increased formation of solid mineral salts, that is, scaling.
 deposit")
Lime scale (calcium carbonate) deposit
Another process leading to scaling buildup is via biological mineral deposition on biofilms. Biofilms have been shown to function as an adherent for mineral microcrystals. This way, the formation of biofilm also promotes scaling buildup.
Cycles of concentration
When the mineral content reaches above the solubility level precipitation of the minerals occur. This, in turn, leads to a gradual build-up of scale deposits. To control the mineral content a portion of the coolant stream is bled off and replaced by a fresh makeup water source. Additionally, scaling inhibitor chemicals are used to increase the solubility of the minerals.
The term “cycle of concentration” is used to determine the mineral concentration of the coolant water in relation to the concentration of makeup water. For example, if the mineral concentration in the coolant water is four times the concentration in the makeup stream, the cycles of concentration are four.
The table below clearly shows the cost benefit of using high cycles of concentration. It is also important to note that if the initial mineral content of the makeup water is high, lower cycles can be used.
| Cycles | Bleed(m3/day) | Makeup water (m3/day) | Annual water cost* (%) | Reduction water cost (%) | Reduction inhibitor cost (%) |
| 1.5 | 163.53 | 245.29 | $70,956 | 0 | 0 |
| 3 | 40.88 | 122.65 | $35,478 | 50.0 | 75.0 |
| 5 | 20.44 | 102.21 | $29,565 | 58.3 | 87.5 |
| 8 | 11.68 | 93.45 | $27,031 | 61.9 | 92.8 |
| 10 | 9.08 | 90.85 | $26,280 | 62.9 | 94.4 |
*Based on a water cost of $3.00 per 1000 gallons
Measuring the cycles of concentration
The cycles of concentration can be measured either chemically or by performing a mass balance over the system. The chemical measurement may be performed according to the following formula:

Cycles of concentration formula
The cycle measurement can also be performed using the mass balance according to:

Cycles of concentration formula for mass balance
Where:
Monitoring and adjusting mineral concentration
It is essential to determine the maximum mineral concentration that is allowed before scaling occurs. This value is then used to adjust the blowdown rate to set the maximum amount of cycles.
The Langelier saturation index (LSI)
The LSI uses the calcium concentration, alkalinity, conductivity (in TDS), and water temperature to determine the maximum stabilization pH of calcium. Chemical treatment is then used to increase the solubility of calcium carbonate to be able to reach higher cycles. This way, using a chemical treatment, an LSI of about +3 can be reached without significant scaling.
Practical Ozone Scaling Index (POSI)
To monitor and control scaling when using ozone treatment the POSI formula was developed by Pryor and Fischer in 1993. It gives the maximum operation conductivity for the cooling tower to avoid scaling and it takes the reduced amount of dissolved calcium (by using ozonation) into account. The index is explained in the formula below:

Practical Ozone Scaling Index (POSI)
POSI Example
To further clarify how the POSI can be used an example makeup water quality is given in the table below and POSI is calculated:
| Parameter | Value | Unit |
| pH | 8.4 | |
| Conductivity | 130 | µS |
| Calcium hardness | 30 | ppm CaCO3 |
| Magnesium hardness | 10 | ppm CaCO3 |
| Sodium | 10 | ppm Na |
| Chloride | 7 | ppm Cl |
| Total alkalinity | 39 | ppm CaCO3 |
| Temperature | 13 | ⁰C |
Which gives:

In other words, when applying ozone treatment to this makeup water the maximum conductivity may reach a value of just below 3000 µS to avoid scale formation. This enables the process to run at almost 23 cycles. Chemical treatment for the same makeup water quality would enable a process to run at about 10 cycles.
Ozone dosing and process design
In the following section, a few simplified mathematical relationships are presented for estimation of the ozonation equipment design. The amount of required ozone is based on the recirculation rate of the cooling tower water. The recirculation rate may be obtained from system volume and turnover period:

Cooling tower circulation rate
Typical recommended values for required ozone concentrations for different sections of the cooling tower are listed in the table below.
| Process section | Recommended value range [ppm] |
| Cooling tower basin | 0.025 – 0.250 |
| Recirculating pump inlet | 0.075 – 0.150 |
| Heat exchanger inlet | 0.040 – 0.080 |
| Return line to tower | 0.010 – 0.040 |
Ozonation of about 0.2 ppm is usually provided to a side stream of the main flow. The contacting equipment allows for about 90 % dissolution efficiency of the generated ozone. However, a dissolution efficiency of 80 % may be used for extra margin. One reason for that is that the ozone generator capacity decreases over time. Hence, a decrease in capacity of 10 % over the course of two years can be used (again for extra margin). To estimate the required ozone production capacity, “ṁO3”, of the generator the following formula may be used:

Ozone mass flow rate
For example, a system volume of 500 m3 and turnover period of 30 min requires an ozonation system with a capacity of about 280 g/h. Note that dosing requirements have to be adjusted with respect to important factors like e.g. water temperature and water quality for optimal efficiency. Moreover, ozone dosing should not exceed 10 g/m3 makeup water.
Measuring and regulating ozone demand
ORP-measurements should be made continuously to provide adequate ozone dosing to the system. Note that ORP probes are prone to fouling by e.g. calcium scaling. That is why cleaning is essential, but luckily it is simple. This way, excessive ozone generation is provided which results in energy savings and elimination of corrosive effects from excessive ozone concentrations.
Ozone compatible materials
Listed below are materials considered to be suitable with ozonation processes.
| Piping: | 316 Stainless steel
Teflon/PTFE Kynar/PVDF |
| Vessels: | 316 Stainless steel |
| Packningar: | Teflon/PTFE
FPM/Viton |
Ozone compatible chemicals
Depending on water quality and process type, in some cases, it might be beneficial to use chemicals together with ozone to some extent. It is important, however, to ensure that the chemicals function and stability is not reduced when they are combined with ozone. Listed below are examples of chemicals that have been shown to be ozone compatible:
- PBTC, scale and corrosion inhibitor.
- Molybdate, a corrosion inhibitor for soft water.
- Silicate, corrosion inhibitor at calcium concentrations <200 ppm.
-
TTA/BTA, copper and brass alloy protection.
- Zinc based chemicals, corrosion inhibitors.
Ozone treatment of pharmaceutical residues

About 100 000 diverse chemicals are registered in the European Union (EU). Out of these 100 000, about 30 000 are distributed in large quantities, where each one is distributed in quantities of about one ton per year or more for human health consumption. During production, disposal and after regular use, a substantial portion of these active substances (micro pollutants) are inevitably entering the aquatic environment.
Pharmaceuticals are one of the most important classes of emerging contaminants in water treatment processes and have a direct impact on human health and the ecosystem. The sources of pharmaceuticals include livestock residues, hospital discharge, aquaculture and release from municipal and industrial wastewater effluents. Among them, treatment of wastewaters have become increasingly difficult due to several reasons, including:
- Discharged wastewater contains clusters of micro-pollutants (i.e. pharmaceutical active substances) that are resistant to biological wastewater treatment processes.
- Hospitals are a large source for releasing resistant pathogens
- Stringent regulations on effluent discharge limits
In the following text, a few central pharmaceutical compounds will be highlighted to serve as examples for general pharmaceutical residues treatment. These include paracetamol, codeine, diclofenac, and propofol.
Paracetamol

Paracetamol (N-acetyl-4-aminophenol) is a group of medicines (e.g. Alvedon) found in mild analgesics or non-steroidal anti-inflammatory drugs that are sold in large quantities. They are commonly used for reduction of pain and fever symptoms. The projected annual world production of paracetamol is about 145 000 tons. The paracetamol molecule consists of a benzene ring core, substituted by one hydroxyl group and the nitrogen atom of an acetamide.
Codeine

Codeine (3-Methylmorphine) is a narcotic medication (e.g. Oramorph) used to treat moderate pain and cough. It consists of an aromatic ring and a quaternary carbon atom linked to a tertiary amine group by two other carbon atoms. This chemical characteristic is also known as the morphine rule. The molecule consists of a total of five rings, out of which three are in the same plane.
Diclofenac

Diclofenac 2-(2, 6-dichloranillino) phenylacetic acid is a non-steroidal anti-inflammatory drug (i.e. Voltaren) that is easily available in medical outlets and hundreds of tons are sold worldwide every year. It consists of two adjacent aromatic rings, with one ring bearing a carboxylate and the other one, a phenyl ring, binds perpendicular to the top of the aromatic ring with two ortho-chloro groups.
Propofol
Propofol (2,6-Bis (1-methylethyl) phenol) is a stable molecule and an intravenous anesthetic agent used in treatment of general anesthesia (e.g. Propoven). .

Propofol consists of a benzene ring and an isopropyl group. Propofol, like the other compounds mentioned above, is effectively degraded to below detection levels with ozone treatment. Propofol, in particular, has shown a first order reaction in type in typical wastewater effluent from the pharmaceutical industry. Also, no harmful by-products can be identified with ozone treatment.
The above pharmaceuticals are complex molecules which are not easily treated in traditional municipal and industrial biological treatment plants.
Overview of additional pharmaceutical residues
Commonly found active micro pollutants in wastewater effluents are listed below:
| List of pharmaceutical compounds | Mode of action | Molecular structure |
| Hydrochlorothiazide | Antihypertensive |  |
| Metoprolol | Antihypertensive |  |
| Furosemide | Diuretics |  |
| Oxazepam | Sedative |  |
| Carbamazepine | Sedative |  |
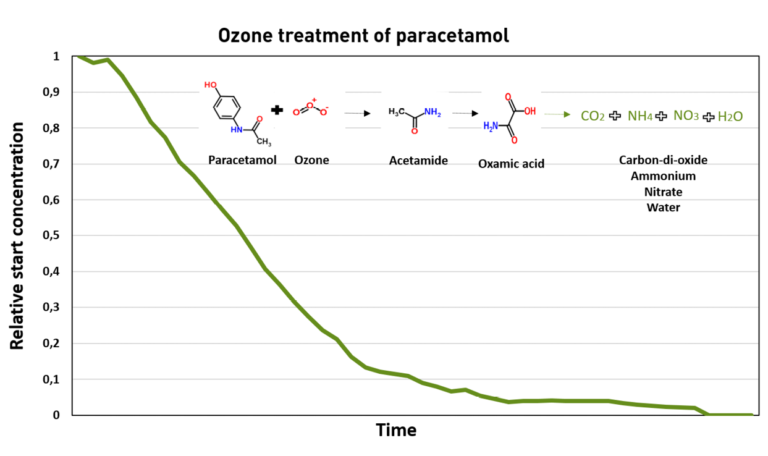
Paracetamol degradation example
In-house designed pilot-scale tests demonstrated >99 % removal of paracetamol directly from a pharmaceutical production plant effluent with an optimum concentration of ozone dose. One pathway for paracetamol degradation during the treatment process with ozone is hydroxyl radical attack on the aromatic ring with subsequent hydroxylation. Pharmaceutical compounds have a reaction rate that is directly dependent on the concentration of an active substance present in the mixture. A schematic figure is presented below where the oxidation pathway and a reaction order representation is displayed.
Overview of reaction order
There are different kinds of chemical reactions. The order for any chemical reaction is defined as the reaction rate dependency of the concentration of the reactants. Representative graphs for the 1st, 2nd, and 3rd reaction orders are displayed below:
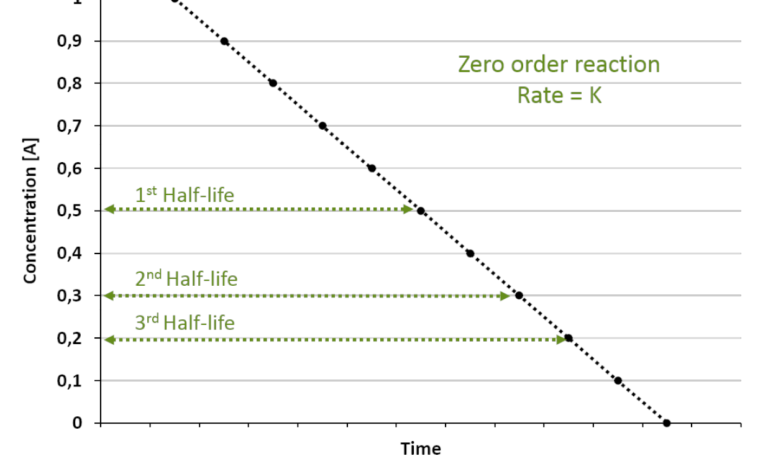
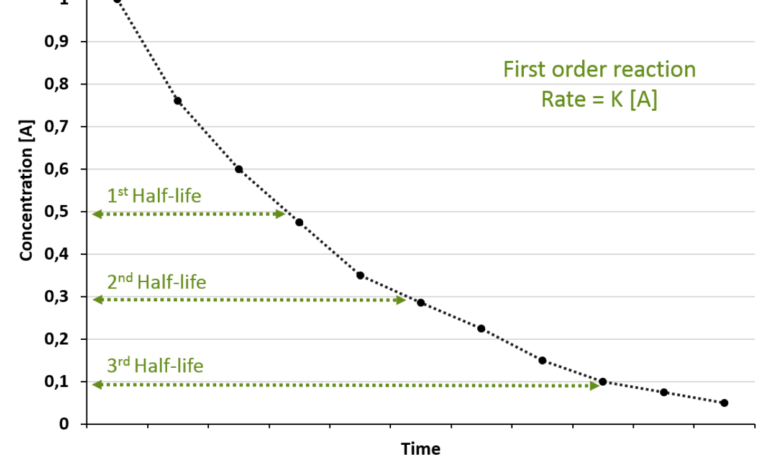
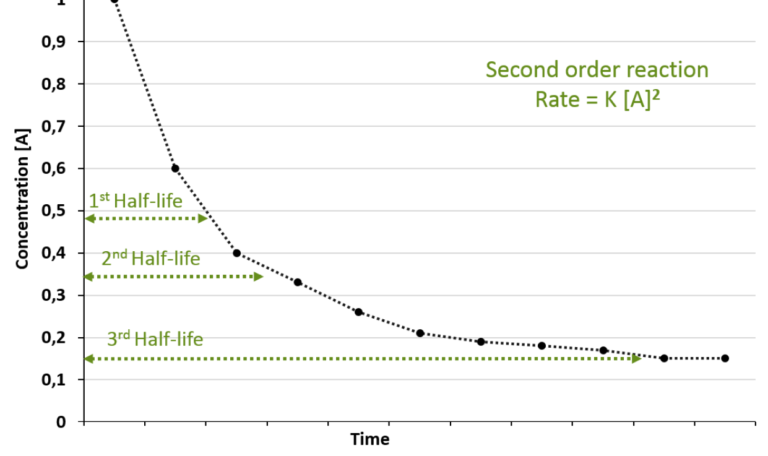
It is important to determine the reaction kinetics in order to scale a full-scale ozone treatment system.
Ozonetech offers consultant services and pilot project services to determine the specific treatment requirements for specific wastewater streams, including pharmaceutical plants and hospitals wastewater. Contact us for more information!
Ozone water disinfection
Ozonetech offers premium disinfection technology. Our production of ozone generation systems is done in our facility in Hägersten, a few kilometers south of Stockholm. The ozone system can be readily installed to a side-stream of an existing water treatment system or in-line. Ozonetech also offers complete water treatment systems. Therefore, we have experience in established technologies like UV-treatment and chlorination. The following text will provide some fundamentals in water disinfection to give a better understanding of the best available technology for different cases.
Ozone advantage in water disinfection
Disinfection of water using ozone is advantageous compared to more traditional methods, such as chlorine or UV disinfection. Firstly, ozone is more effective at deactivating viruses and bacteria than any other disinfection treatment, while at the same time requiring very little contact time, thus reducing the overall treatment residence time while simultaneously leaving no chemical residues.
Due to the high oxidation potential, ozone will effectively degrade microbes and viruses, causing cell membrane rupture and decomposition of essential biomolecular components in for example bacteria. The image below shows an example that ozone can be used to oxidize hydrocarbons in the same way it does in a disinfection process.

As with all disinfectants, it is important to respect ozone as a disinfectant. Therefore, Ozonetech has developed control and monitoring systems for controlling ozone dosage and ensuring the safety of the surrounding working environment. One major advantage of an ozone system is that no chemical handling is required after the system has been installed and commissioned.
Another great advantage of ozone is that there are essentially no harmful residuals from the treatment, as ozone undergoes a natural decomposition in water. The time for the decomposition ranges from a few minutes to a few hours depending on the water quality (temperature, pH, COD/BOD-value). Ozone treatment also prevents re-growth of micro-organisms, provided that the other processes in the disinfection process have been successful in reducing particulates in the wastewater stream. Ozone is also produced on site and does not require shipping or handling, thus removing complications like safety and environmental issues associated with chemical handling and a cheaper process in general.
Disinfection efficiency
As already stated above ozonation will enable efficient disinfection. The disinfection efficiency is commonly measured using the CT-value (concentration multiplied by time for the disinfection). Ozonation provides protection against essentially all toxic and harmful unwanted microbes. The CT-values for a range of germs are listed in the table below.
| Microorganism | Required / CT-value (mg, min/L) |
| Bacillus | 0.1 |
| Clostridium botulinum spores | 0.4 |
| Cryptosporidium | 7 |
| E. coli | 0.5 |
| Encephalomyocarditis virus | 0.25 |
| Giardia cycts | 0.5 |
| Legionella pneumophila | 0.1 |
| Polio virus type 1 | 0.5 |
| Pseudomonas | 1.5 – 2 |
| Salmonella | 0.1 – 0.4 |
| Staphulococcus | 1.5 – 2 |
| Streptococcus | 0.1 |
In order to compare various disinfection agents, a brief summary table is presented below for various common types of microbes typically used for benchmarking by the US EPA and WHO for disinfection efficiency among different methods.
Benchmarking table for comparison of various disinfection agents and their efficiencies using CT-value (mg.min/L)*. Adopted from US EPA, CDC and WHO.
| Type | Log inactivation | Ozone | Hypochlorite | Chlorine dioxide | Free chlorine | Peracetic acid (PAA) |
| E. coli | 2 | <0.02 | 25-30 | <1 | <0.05 | 25-30 |
| Virus | 4 | <0.1 | <0.1 | 25-30 | 6 | Otillräckliga resultat |
| Protozoa | 3 | 1-2 | 10-20 | 15-25 | >100 | Otillräckliga resultat |
*It is important to note that the measurability of CT-values are not exact and that research reports different inactivation efficiency, but with consistent relative values. Use the table above as an indication.
Generally, it can be said that spores are much more resistant. They tend to show CT-values about 10 to 15 times higher than the organisms’ active form. It is also important to mention that in most cases there is a disinfection “threshold”. Up to this point, the treatment will have a limited or low effect on the microorganisms. However, above the threshold value, essentially all microbes of the same species will be destroyed. In other words, there is a minimum concentration required in order to achieve efficient disinfection.
Common water disinfection technologies
There are a variety of technologies to disinfect fluids and surfaces. Ozonetech can supply several disinfection technologies with an emphasis on environmentally friendly solutions. These technologies are listed below:
- Ozonation – Dissolving a low concentration of ozone into the water, providing rapid and efficient water disinfection.
- Ultraviolet (UV) radiation – Irradiating the water with UV-beams.
- Chlorination – Dosing chlorine compounds to the water resulting in a residual disinfecting chemical concentration.
- Other technologies include e.g. bromine, peracetic acid, iodine, copper and silver ions, potassium permanganate, phenols, detergents, hydrogen peroxide, ultrasonication, and heat.
Every technique has its specific advantages and its own application area. In the table below some of the advantages and disadvantages are shown. Attributes for each technology are ranked from 1 (weak) to 5 (strong):
| Technology | Ozone | UV | Chlorine dioxide | Chlorine gas | Peracetic acid | Hypochlorite |
| Environmentally friendly | 5 | 5 | 3 | 1 | 2 | 1 |
| By-products | 5 | 5 | 2 | 1 | 2 | 1 |
| Efficiency (CT-value) | 5 | 3 | 3 | 2 | 2 | 2 |
| Investment | 2 | 3 | 4 | 4 | 4 | 4 |
| Operational costs | 5 | 4 | 3 | 4 | 4 | 4 |
| Fluids | 5 | 4 | 5 | 3 | 3 | 3 |
| Surfaces | 5 | 5 | 1 | 1 | 1 | 1 |
| Residual disinfection | 3 | 1 | 5 | 5 | 4 | 5 |
| Handling | 5 | 4 | 3 | 3 | 2 | 2 |
SUM POINTS |
40 | 34 | 29 | 24 | 24 | 23 |
It is difficult to make a general comparison to represent all applications and water qualities. However, as can be seen in the table above, when comparing typical water disinfection attributes ozonation stands out as an environmentally friendly, robust, compatible, and effective water disinfection treatment.
In the table below a few typical applications can be found:
| Technology | Applications and industries |
| Ozone disinfection |
|
| UV disinfection |
|
| Chlorine Disinfection |
|
Disinfection prerequisites
Drinking water disinfection is linked to other water purification steps. Proper disinfection can only take place when the water is sufficiently pretreated. In many cases, the disinfection process is one of the final steps in a water treatment system. In, for example, drinking water treatment the disinfection step is pretreated by screening, sedimentation, flocculation, and sand filtration. At this point, the water will be suitable for final disinfection.
Dissolved and insoluble particulates should be removed from the water, since they may cause disinfection byproducts (especially when using chlorination) and also since the particles may contain substrate (food) for pathogenic growth. Moreover, microorganisms are harder to remove from water when they are adsorbed to particles. The concentrations of undissolved particles in water should be reduced below 1 mg/l prior to disinfection.
Other chemical compounds from human or natural sources also influence the performance of the disinfection treatment. The chemicals may react with disinfectants creating unwanted byproducts.
This may increase the amount of required disinfectant to remove microorganisms and viruses.
Aroma compound treatment with ozone

In the beverage and brewery industry operators and quality managers grapple with aroma (flavor) compounds cross-contamination. In mineral water production, aromas used for flavored products are often transferred between production cycles since they may be difficult to remove. In the brewing industry, especially at plants where both beer and cider are produced in the same fermentation and filling machines, flavor compounds in cider may transfer into beer. These quality issues are often combatted with long and intense cleaning cycles using large amounts of chemicals and/or hot water or steam.
The result from using strong aroma compounds may result in cider-tasting beer or natural water with orange or blueberry secondary taste due to previous production batches. Flavor compounds are prone to be absorbed by sealing materials present in all process equipment such as heat exchangers, flavor mixing tanks or pipe connections.
The characteristics of flavor compounds
Flavor substances (synonymous with aroma compounds) are typically esters or aromatic compounds with multiple instances of double or triple covalent bonds. There may be hundreds of different aroma compounds in fruits and synthetic or extracted substances used in the beverage industry today. The table below shows a number of typical compounds and their respective characteristics.
| Namn | Beskrivning | Chemical structure |
| Hexanal | Common naturally occurring substances which gives a taste of bitter almond. |  |
| Limonene | Compounds used for orange and lemon beverages or bottled water production. |  |
| Decanal | One of the major aroma compounds in citrus. |  |
| Fructone | Used for apple and pineapple flavoring. |  |
| Vanillin | Vanilla flavor. |  |
| Ethyl acetate | Also named ethyl ethanoate and gives a sweet smell used in many food and beverage products. |  |
One of the most striking similarities between all the flavors, including the above, is that they contain at least one covalent double bond. Ozone immediately reacts to these chemical bonds and initiates a chain reaction involving radicals and by-products from the oxidation of the aromas. The reaction usually transforms entirely to carbon dioxide and water, but the simple oxidation of the aromas causes the taste effect to disappear. This process is similar to that which occurs when desinfection with ozone in water.
Ozone treatment of aroma transfer
As mentioned above, aroma compounds are prone to remain in the process equipment after a production cycle. Ozone treatment in the system is done in the same way as when ozone is used in a CIP treatment. A typical ozone concentration for most effective removal of flavors is around 3 ppm in the water phase in the CIP fluid. A typical
application is to rinse the process equipment with ozonated water. Please read more about how to perform CIP with ozone technology and filling machine and bottle rinsing.
If ozone is used as the primary disinfection technique in the CIP processes at the brewery, this can also be used as a taste removal method.
Övriga applikationer med ozonbehandling
Ozone treatment can also be used in many other water treatment applications such as the following:
Aquariums and water parks
Used in the facility’s internal treatment system, where ozone provides a powerful disinfecting effect in the circulating water. Read more here!

Ballast water
Ozone treatment is an applicable alternative for spent ballast water before it is released. Thanks to the high oxidation potential of the ozone, it ensures inactivation of microorganisms such as bacteria and viruses. Read more here!

Car washes
In residual water from car washes, ozone cleaning contributes with a strong disinfecting effect that removes mold, virus and bacteria. Read more here!

Ozone Academy
Elektravägen 53
126 30 Hägersten, Sweden
TEL: +46 10 252 30 00 (Weekdays between 08.00-17.00)
www.ozone-academy.com